孔開き銅箔(穴あき銅箔)の加工方式比較
バリ・環境負荷の課題を「電気印刷」で解決する新手法
リチウムイオン電池(LIB)のエネルギー密度向上や、リチウムイオンキャパシタ(LIC)におけるリチウムプレドーピングの効率化において、欠かせない部材となっているのが「孔開き銅箔(穴あき銅箔)」です。また、音響工学における超音波フィルターや、最先端の「超音波トポロジカル弾性体」の研究領域でも、その精密な孔構造が注目されています。
しかし、従来のパンチング加工やエッチング加工、レーザー加工では、「バリによる短絡(ショート)」「廃液による環境負荷」「微細化の限界」といった課題が常に付きまといます。
本記事では、これら従来方式のボトルネックを整理し、第4の選択肢として注目される「電気印刷」による解決アプローチを解説します。開発・研究・製造の現場で最適な加工方式を選定するためのガイドとしてご活用ください。
電気印刷で実現できること
電気印刷による孔開き銅箔の形成は、従来の「抜く」「溶かす」といったアプローチとは一線を画す「積層(アディティブ)的」な発想に基づく技術です。この方式を採用することで、以下の3点を実現できます。
-
バリ・デブリの発生ゼロ: 物理的な切断や熱加工を行わないため、電池の短絡(ショート)原因となるバリや、品質低下を招くデブリが一切発生しません。
-
環境負荷の低減(マスクレス・フォトレス): 高価な露光用マスクや、廃液処理が煩雑なフォトレジスト工程をスキップできるため、環境に優しく、コスト構造の簡素化が期待できます。
-
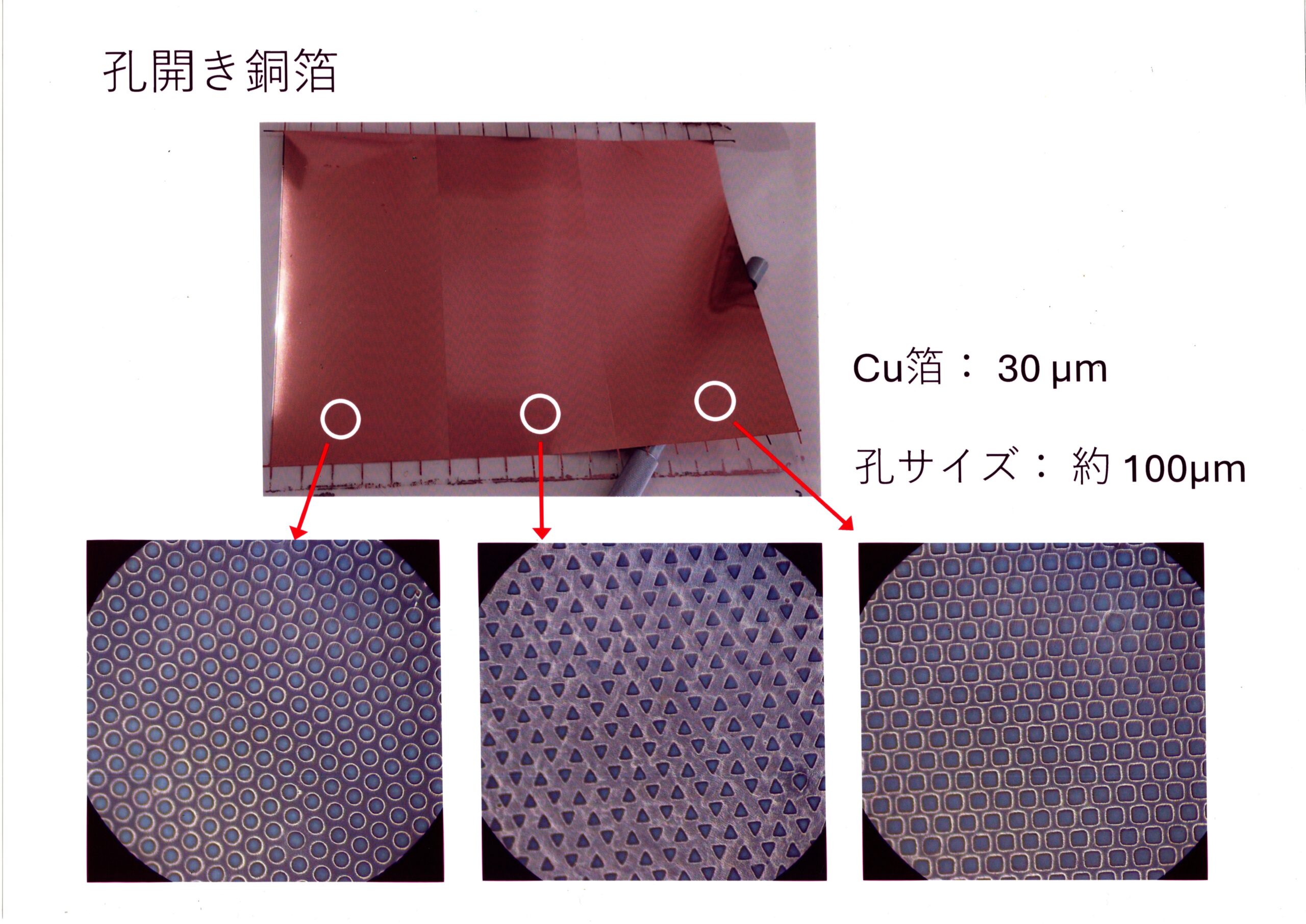
高度な設計自由度: 100µm以下の薄い銅箔に対して、微細な孔径や複雑な配置(トポロジカル構造など)を柔軟に形成可能です。
なぜ【孔開き銅箔の加工】が問題になるのか
電池の高容量化や精密フィルターの開発において、孔開き銅箔の「品質」は製品寿命や安全性に直結します。しかし、現場では以下のような課題が頻出しています。
1. バリによる歩留まり低下と発火リスク
最も深刻なのは、パンチング(プレス)やレーザー加工で発生する「バリ」です。 100μm以下の極薄銅箔に対し、金型で物理的に穴を開けると、孔の縁に鋭利な突起(バリ)が生じます。これが電池内部のセパレータを突き破れば、即座に内部短絡を引き起こし、発火や製品不良の原因となります。
2. 化学薬品と廃液処理のコスト・環境問題
フォトエッチング加工は精密ですが、銅を腐食させて孔を作るため、大量の廃液が発生します。環境規制が厳格化する中、廃液処理コストは上昇し続けており、サステナビリティの観点からも無視できない負担となっています。
3. 装置コストと加工スピードのジレンマ
レーザー加工は金型が不要な反面、装置自体が非常に高価であり、また1孔ずつ加工するためスループット(生産性)の向上が難しいという弱点があります。
これらを放置すると、「試作コストの増大」「量産時の品質不安定」「環境負荷による調達リスク」を抱えることになります。
電気印刷による解決アプローチ
電気印刷研究所の技術は、コピー機などで使われる「静電潜像・現像」の原理を応用し、そこに「無電解めっき」を組み合わせる独自の回路形成技術です。
孔を「避けて」回路を作る
通常の加工は「一面の銅箔から孔を開ける」という引き算ですが、本技術は「孔の部分を避けて銅を成長させる」という考え方に近いです。
1. 静電潜像の形成: 孔の形を刻んだ特殊な印刷版と記録フィルムを密着させて両者の間に高電圧を瞬間に印加します。これにより、記録フィルム上に孔の形状に対応する静電潜像が形成されます。
2. 現像: 静電気力により静電潜像にトナー(荷電粒子)を吸着させます。使うトナーは高解像度に有利な液体トナーです。
3. 無電解めっき: 孔の部分以外に銅を無電解めっきで析出させます。銅の膜厚は後段の電気めっきができる範囲で十分です。通常は1μm以下です。
4. 電解めっき: 電解めっきで目的の厚さまで銅膜を厚くします。最後に、孔が開いたまま残るように各工程を調節します。めっきのプロセスは必要な所だけ銅を付けるアディティブ法であり、銅資源の節約になり、サブトラクティブ法(エッチング法)のように廃液を多量に出す事はありません。
補足:
本技術は薄膜への微細加工に強みを持ちますが、数ミリ単位の厚板加工には向きません。100µm以下の薄箔やフィルム上への形成において、最もその真価を発揮します。
適用しやすいケース/用途例
-
リチウムイオンキャパシタ(LIC)用集電体
-
効く理由: LICの高性能化に必須の「プレドーピング」において、リチウムイオンがスムーズに箔を通り抜けるための均一な孔が求められます。バリがなく、表裏の導通が安定しているため、ドーピング効率を最大化できます。
-
-
LIB集電体の軽量化・急速充放電
-
効く理由: 集電体を孔開きにすることで、バッテリー重量を削減しつつ、電解液の浸透性を向上。EVやドローンの航続距離延長に貢献します。
-
-
精密・超音波フィルター
-
効く理由: 目詰まりしにくい微細な孔構造を、ロール・ツー・ロール(R2R)で長尺製造することが可能です。特定の周波数のみを制御する「超音波フィルター」のような高度な設計にも対応します。
-
従来方式・代替方式との比較
孔開き銅箔の加工方式を選ぶ際の判断基準を以下の表にまとめました。
| 比較軸 | パンチング加工 | フォトエッチング | レーザー加工 | 電気印刷(当社) |
| 加工の質(バリ) | 多い(後工程が必要) | 無い(滑らか) | デブリが発生しやすい | 無い(積層形成) |
| 微細化の可能性 | 金型の限界に依存 | 高い | 非常に高い | 高い(版の精度とトナーのサイズに依存) |
| 環境負荷 | 低い(屑は出る) | 高い(腐食廃液) | 低い | 低い(必要箇所のみ形成) |
| 初期コスト(版・金型) | 高い(金型製作) | 中(フォトマスク) | 無い | 低い(版は必要。しかし汚れなく長期使用が可能) |
| 対応厚み | 厚板が得意 | 薄箔〜中厚 | 薄箔〜中厚 | 薄箔(100μm以下)が得意 |
まとめ
孔開き銅箔の選定において、最も重視すべきは「用途に応じた孔の質」と「製造プロセスの持続可能性」です。
-
品質重視なら: バリによる短絡が許されないバッテリー用途では、パンチングよりもエッチングや電気印刷が有利です。
-
スピード・コスト重視なら: 試作段階で何度もパターン変更を行う場合、高価な金型やマスクを必要としない「電気印刷」が圧倒的にスピーディです。
-
環境性能重視なら: 脱炭素・クリーンな製造プロセスが求められるプロジェクトでは、フォトレス・廃液低減を実現できる手法が選ばれます。
電気印刷研究所では、お客様の設計データに基づき、フィルム上への回路形成や薄箔への微細孔形成の試作・相談を承っております。
「現在の加工方式でバリに悩んでいる」「エッチングからの代替を検討したい」といった具体的な課題をお持ちでしたら、まずは弊社の技術で対応可能か、試作相談からお気軽にお問い合わせください。